焊接光束偏移量及角焊缝
焊接光束偏移量及角焊缝
激光焊接光束偏移量及入射方向对焊接质量有较大的影响。如图5-21所示,激光焊接金刚石锯片时,由于刀头比基体厚,属于厚度不同的两种材料,所以常采用激光适当偏向基体一侧并带有一定角度,以产生角焊效果。为获得最好的角焊效果,激光的人射角α一般选在4度--11度,由于刀头是粉末冶金材料,焊锋时易产生飞溅污染透镜,因此焊接时焊接光束不是直接作用于接缝处,而是偏向钢基体一侧。激光人射点与焊缝中心线的距离,称为偏移量。焊缝中的气孔量对焊接光束偏移量十分敏 感,合适的偏移量可以减少焊缝中的气孔,从而提高焊缝强度。偏移量太大,虽然 焊缝外观很漂亮,但刀头未焊上或焊得很少,实为假焊;偏移量太小,气孔多,影 响外观质量,也降低焊缝强度。合适的偏移量△约为0.25mm,在这种情况下的焊 接过程是基体材料钢首先熔化,然后熔化了的钢加热刀头并使刀头内侧一层熔化, 二者实现冶金结合。使焊缝外观平整,无明显的焊接缺陷,抗弯检验时,焊缝抗弯 强度高于或等于母材。在激光焊接金刚石圆锯片的大量生产中,偏移量△的波动应控制精确,因而需要较严格地控制基体和夹具的精度。
有人采用激光在基体上扫描的方法,研究了偏移量△对焊接结果的影响。试 验中采用的其他参数:激光功率为680W,焊接速度为1m/min,焦斑处于基体表面,保护气体的流量为2.5m3/h.试验得出不同偏移量△时的焊缝断面照片如 图5-22所示,偏移量△不同时的熔深如图5-23所示
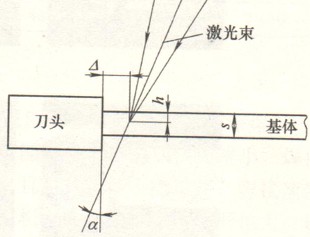
图5-21激焊接光束工艺参数位置示意图
α激焊接光束倾斜的角度 △一激焊接光束的偏移足
h-焦点离工件表面的距离 s-工件的厚度
关于星鸿艺各类激光焊接机产品详细介绍可点击下面链接:http://www.xhygw.com/goods/alllist_2.html