轻质结构的激光焊合烽
轻质结构的激光焊合烽
由于可以制造轻型结构,在不同的工程应用中高强钢的重要性日益显现。车载水泥泵使用这些合金钢(见图4-39)减少了使用钢板的厚度,这样可分别降低净重或增加荷载能力。按惯例,这些结构是采用手工气体保焊焊接的。在这种情况下,必须采用多道焊。这一方面.高的热输人导致残余应力和变形;另一方面,焊道的退火作用,经常降低焊缝的强度和韧性。而且,也导致更多的加工时间。在研究高效和自动化的生产过程中,采用了气保焊和激光Nd: YAG联合使的复合焊技术。使用该技术,可单道焊接3一8 mm板厚的焊缝,并且在焊接速度增加的同时,可以避免上述的缺点。与单激光焊相比,附加单元能够根据高强钢的要求通过集成的送丝机构填丝处理焊缝金属的成分。此外.激光复合焊显示出良好的桥接性,这对于制造钢结构是非常关键的。因此.对于不同类型的接头,当间隙为Imm以下时,复合焊保证了焊接过程的稳定性和可靠性.如图4-40所示。
图4-39 使用中的车载水泥泵和水泥泵车的制造
a)车载水泥泵 b)水泥泵车
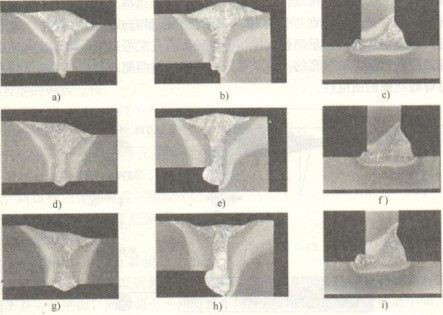
图4-40各种板厚不同间隙焊接接头的几何形貌
a)间隙为0,对接b)间隙为0, 角焊 c)间隙为0, T形接头
d)间隙为0.5mm,对接e)间隙为0. 5mm, 角焊 f)间隙为0.5mm, T形接头
g)间隙为1mm,对接h)间隙为lmm,角焊i)间隙为1mm, T形接头
激光复合焊技术的应用开创了用不同的方式来改善焊缝的成形和性能的途径。采用不同的次要热源与激光进行各种配置的复合焊能够解决一些特殊接头的问题。可是,这种多样性的配世对技术的发展和工艺优化提出了更高的要求。通常,大多数相关焊接参数是由经验决定的,要求有大址的试验参数。
激光复合焊的数学模型和相关试验的基本研究是有限的,突出的课题有激光与电弧相互作用期间涉及的等离子体的相互作用现象,熔池内的热和流场方面以及激光和其他热源重登时的固体材料内的热流动等。然而,尽管缺少理论分析,从试验中还是得到了许多好的结果。激光复合焊已经成功地用于实际工业,它能解决单用激光焊不能解决的焊接问题,扩展了高功率激光应用的范围