镀锌钢板的搭接焊
发布时间:2012年07月20日|浏览次数:3541|文章来源:星鸿艺
镀锌钢板的搭接焊
激光焊已经很好地用于车体制造,但镀层钢板的搭接焊到现在为止仍然有问题。特别是有低熔点和汽化点的元素存在时,如锌是作为钢板的防腐而使用的,在焊接期间能够导致其突然汽化而影响焊缝的性能。焊缝质址的改善仅由钢板之间问隙来保证,而且间隙的宽度必须限制以保证得到完整的接头。因此,焊缝坡口边缘的制备代价很高。为了保证锌蒸气的逸出,另一个解决的策略是扩大小孔的有效断面或焊道体积。

图4-37激光·感应复合焊焊缝的无裂纹宏观断面(板厚为6mm)
a)C+53钢(AISI1050/I055) b) C 67钢(AISI 1070)
c)42CrMo 4钢(A1SI4I40/4142) d) 5OCrV4钢(SAE 6150)
这样的方法可以采用在小孔的上面或气体逸出区域使用附加热源来达到。因此,联合使用C02激光和高功率的半导体激光在各种参数下焊接0.75一1.25 mm不同厚度的镀锌钢板,能够避免熔池爆发的扰动,如图4-38所示。其他激光复合焊方法,当焊接镀锌钢板时也能够改善焊接质量。将MAG后置的激光Nd: YAG与MAG复合焊也能得到好的焊接结果。焊缝的改善可以由扩大熔池使锌蒸气有足够的时间逸出焊缝区域来解释。而且,可采用熔化电极来填充小孔。
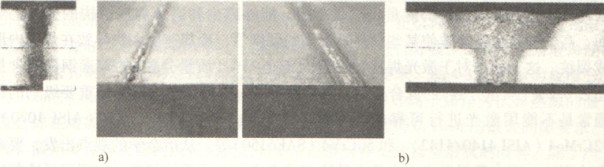
图4-38镀锌钢板的搭接焊、激光焊和复合焊的比较
a)激光焊(C02) b)C02激光/高功率半导体激光复合焊