剪裁板的焊接和多道烽烽缝的几何形状
剪裁板的焊接和多道烽烽缝的几何形状
激光复合焊有效地解决工业焊接问题的实例是剪裁板的焊接.如不同板厚钢板的拼接等。通常,钢板是以对接接头的角焊缝连接的。在这种情况下,由于激光束小的聚焦半径和少量的熔化材料,仅能在很小间隙下进行焊接.因此导致对坡口制备、激光束和钢板之间的定位、以及夹具装里的严格要求。图4-35a所示为板厚分别为1mm和2mm铝板的Co:激光焊缝。而采用合适的等离子弧作为次要热裸的激光复合焊在增加焊接速度的同时.能成倍地提高激光焊的0. Imm的最大间隙要求。因此,激光复合焊实质优点是铝板之间平滑过渡为特征的接头形状的改善。除了产生更漂亮的焊缝外形外,由于避免了尖锐的边缘,改善了焊件的承载能力。另外,据报告显示,激光复合焊接头的成形性增加了。
图4-35 汽车铝板的焊接(分别为1-2mm)
a)激光焊缝(3kW的CO2激光) b)激光复合焊焊缝(3kW的C02激光+等离子弧(35A))
此外,激光复合焊的边缘熔化效应被成功地用于多道焊缝,不仅保证了接头的强度,而且同时保证了其他要求。在车体制造中,有时需要圆滑的边缘。图4-36展示了单独用传统焊接方法不能满意制作的由铝合金构成的仪表支撑模块。要求的焊进深度为3mm,若用钨极组弧焊或等离子弧焊用低速仅能达到这个教值,但导致焊件大的热效应。换句话说,会导致不可接受的变形。另一方面.单独使用CO2激光能够高速焊,但在这种悄况下.边缘的锐角要求不能熔化。采用两者联合的复合焊允许制造者有效生产可接受成形的焊缝截面而焊件不产生变形。
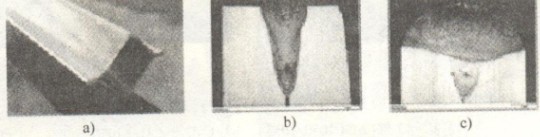
图4-36铝的多道焊缝激光焊与激光复合焊的比较
a)汽车仪表支撑模块(材料为铝合金5754) b)激光焊(C02激光焊接参数:
速度为4m/min;功率为3.4kW;焦距为1505m;模式为TEMco ) c)激光复合焊
(复合焊CO2激光+粗弧焊焊接参数:速度为4m/min;功率为3.4kW;
焦距为150um;模式为TEMCO;电弧平均电流为150A)