激光与电弧的相互作用
激光与电弧的相互作用
(1)熔池的形状在传统焊接中,高能电弧将产生反冲汽化力导致熔池的杯形特征的焊缝。如图4-33所示,采用摄像的方式显示了激光束位置相对于杯形焊缝移动时.激光复合焊熔池的形状变化。
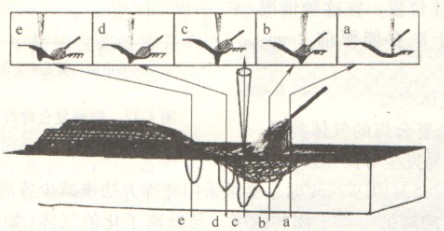
图4-33激光复合焊的熔池形状
如果激光移动到由次要能源产生的等离子弧中,穿透明显降低,如图4-33前面的次序所示。最佳的位置恰好为位于电弧内,但仍然在围绕电弧的金属蒸汽或等离子云内,在图4-33中由于激光必须穿过杯中间,穿过的材料层比其他位置更薄。很明显,激光束位于熔池内时对最佳的焊缝深度是最有效的。
通常,熔池的愈合以及材料预热增加了钢对激光的吸收率。
金属沿纵向从小孔的顶部向熔池的后部流动,流动很快并产生电磁对流,使焊缝变宽,这是由1000格/s的X射线摄像所观察到的。
(2)电弧和激光能转换在传统电弧焊中,电弧总是在电极间最短处嫩烧,这将导致电弧的方向性和挺度减小。通常,由于使用高频电流,TIG焊出现漂忽不稳定的电弧燃烧现象。高频电弧点燃的重复使用引起电极端部的烧蚀并使电弧动摇(不稳定)。
可以使用等离子弧来克服这个问颐,由于气体的小孔可形成高度柱形和方向性极强的电弧,等离子弧还具有点招可靠和更长电弧范围的优点。
有资料报道,在复合焊中,光致等离子体的存在使电弧更加稳定.由于在激光加热点使电弧更窄和稳定,并且电弧的电导率增加使电弧效率增加,图4-34所示为当使用20OW激光时电弧直径的变化.表明电弧固定于激光作用点,这与激光焰中的金属原子相关或是由于激光束导致的阳极斑点所造成的。
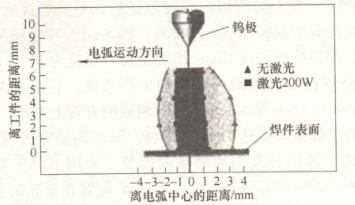
图4-34有徽光的(照色)和无徽光(灰色)的TIG电弧形状
CO2激光致等离子体朝电弧等离子体反射,减少激光能最的损失。有报告显示,采用YAG/MG复合焊当激光功率为10kW时,没有出现等离子屏蔽现象,发现由于电弧缩短TIG电弧电压降低了,这是电弧沿着激光焰流动造成的。
在电弧焊中.电弧是由钢板热发射维持的,由于小孔内10”17一10”23个/cm2高的电子密度,发射很容易产生,因此在高速焊下电弧仍然能够维持。
在Nd: YAG/TIG复合焊中,通过高速摄像(4500f/s)发现,电弧比单独TIG焊时在小孔的出口处更快、更活跃地移动,这可以由跳跃等离子焰的方向不稳定性来解释。