激光焊接与感应热源复合焊接
激光焊接与感应热源复合焊接
1.激光与感应热源复合焊。在激光-电弧复合焊改善的同时,更多的次要热源被引人了激光复合焊,如感应加热等。相应的工艺--感应激光焊已经用于工业中如图4-26b所示。这样的配置使激光焊接质量有很大的改善,能控制焊接冷却速度,能够焊接碳含量较高的钢,如热处理钢、弹簧钢和工具钢等,且无裂纹产生。

图4-26分离作用的复合焊
a) 坡口和相关的激光-电弧方法 b)激光-感应复合焊
2.激光和次要热源的集成焊头激光源与次要能源配置集成是很重要的。目前已有商品化的产品,也可选择自己设计系统。这要求CNC控制部件和复合焊头设计的集成。激光和次要热源的同轴的一体化系统是焊接非线性以及复杂的三维形状的焊缝首选的。如果使用非同轴集成焊头,当焊接方向发生变化时,焊道的几何形状将发生变化。下面叙述几种商用的激光复合焊系统。
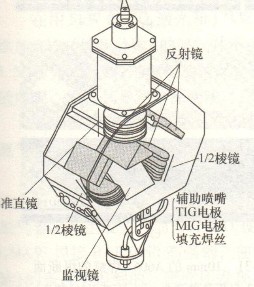
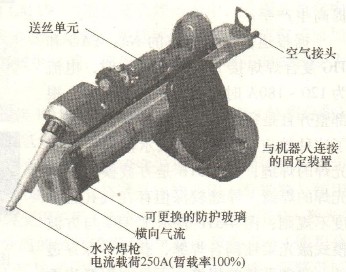
图4-27 同轴Nb:YAG激光复合焊头
图4-28 Fronius生产的集成复合焊头
第一例如图4-27所示,具有分光镜的先进光学系统,而且电极位于喷嘴的中心。
第二例如图4-28所示,是由Fronius特别为汽车工业研制的系统。为了接头的可达性,特别是在焊接车体结构时,激光复合焊头设计要小巧,焊接头能够旋转180度,可以呈镜面安装,允许在机器人上有很宽的垂直调整范围,可以改善三维部件的可焊到性。由于扫描单元的集成调整装置可以在笛卡儿坐标任何方向上相对激光束改变焊丝的方位。因此,能适应各种焊缝、功率、焊丝类型、焊丝质量的连接工作。焊接过程中产生的飞溅会引起保护玻璃的污染,为此安装了双保护的反射的石英玻璃保护激光光学器件免受损毁。玻璃上的沉积物会减少激光与焊件的耦合,使其量下降90度,但这与污染的程度有关。因为防护玻璃吸收了激光能量引起热应力,过量的污染通常会损坏保护玻璃。为了防止以上情况发生,使用一横向气流使飞溅偏转90度,使其到达防护玻璃之前被吸收掉。设计了相应的横向喷嘴使其在出口的流速增加,这样能够获得超声速的气流并很容易使飞溅偏转。为了防止喷嘴的空气进人焊接区域,用一个空气出口管来萃取,也可保护机器单元免受焊接烟尘或飞溅的污染。焊头装备了两套冷却系统,可以使用250A的电流和4KW的激光功率,暂载率为100度。
还有其他的复合焊头,但要求改进数控系统。图4-29所示为CO2激光同轴的等离子弧焊头的实验室模型;Air Liquide公司制造的适宜于激光/TIG、激光/MIG的商用复合焊头。
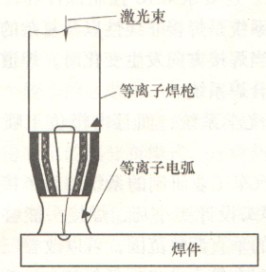
图4-29同轴激光-等离子复合焊头 图4-30 公司生产的集成复合焊头
能量模式 在传统的TIG焊中,经常使用交流电源。与此相反,在与C02激光的复合焊中使用直流电源是有利的,因其可增加能量输出、能量密度以及电极寿命。 据报道,使用恒电压的传统金属电弧焊与C02激光复合易产生强烈的飞溅,这种情况可由所谓的表面张力的短路电流过渡模式来改善。同时,可以在激光复合焊中添加氦气来提高生产率。
据报道,当用方波的Nb:YAG和TIG复合焊焊接A6061铝合金时,电流为120 ~ 180A时可以焊出表面平整,根部整齐且是穿透焊的焊缝。图4-31表示了这种效应,图4-31a表示仅用连续激光焊接的焊缝;图4-31b是方波模式的激光焊的焊缝,焊缝较深但存在气孔且深度不规则;图4-31c表示了TIG与方波模式激光柔性耦合焊缝,获得了深穿透的、非常平整的焊缝,而且在焊缝表面没有飞溅。
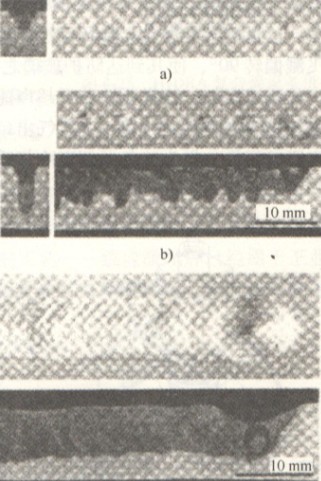
图4-31 10mm的A6061焊缝的纵断面
a)3.5KW连续激光 b)方波YAG激光
c)方波YAG激光(IOOHz,6%)+ TIG 150A
(4)聚焦位置 由于次要能源产生表面不平整的熔池,复合焊中聚焦点的位置是与单纯激光焊接的位置不同的。当采用5kW的co2激光和17kW的GMAW焊接时,聚焦要比激光焊低0.7mm。
当激光复合焊以0.6mm/min的速度焊接6mm厚的低碳钢时,用Co2激光与HAG焊耦合,优化的聚焦点从钢板表面以下的2mm移至4mm,研究者发现用YAG/TIG焊与激光焊相比,聚焦点的位置没有变化。
(5)电极角度 在传统的焊接中,焊枪与水平面夹角为50度.夹角增至垂直时.熔深没有增加。
(6)激光与次要能源的相对距离 激光束与次要能源之间的相对距离是复合焊控制的重要参数之一。它取决于每一个主要能源以及次要能源的形式等.一般所要求的理想距离是I1一3mm.
在用TIG焊炬指向Nd: YAG激光聚焦点内的复合焊时,熔深的效果如图4-32所示,当TIG作用点位于激光作用点时,熔深最小,两者距离为2mm时是最佳位里。在这种情况下,当激光位于次要能源前2mm,熔深增加10%。
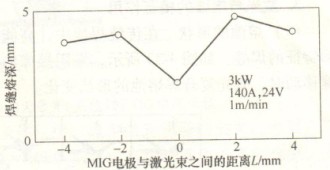
图4-32同轴复合焊焊接的烙深 (当激光在MIG之前时为正值)
(7)激光焊接保护气体类型
1) CO2激光复合焊的气体类型。用Co2激光焊时易发生等离子屏蔽现象,在<功率密度>5 x1O5W/cm2时,必须采用特殊方法来减少等离子体的屏蔽。可以使用特殊设计的降低等离子体的喷嘴.与低离子化的气体(如氮或氮)报合等,来减少等离子体的屏蔽,使得在高功率下获得深熔焊成为可能。
在用5kW的Co2激光和17kW的GMAW的激光复合焊试验中,发现在氮气中添加50%(体积分数)的氛气并不会根本改变熔深。在这些试验中,还研究了添加4.5%(休积分数)的氧气的情况,它可减少飞溅。但焊接方向必须将正向焊转变为逆向焊,而且其导致熔深变浅。
当用6kW的Co2激光和GMAW焊接RAEX275MC时,50%一80%(体积分数)氮气含量是最佳的,其余的气体组分是氩气、Co2和O2.
在传统的焊接中,为了往定电弧通常添加Co。研究发现,当添加体积分数为10%的Co时co2激光/GMAW最稳定。通常,工艺对气体的选用十分坡感,使用氮气容易产生咬边,而co2或O2使焊缝变得更平,但影响穿透性,这是用co2激光/GMAW焊接RAEX650高强钢,使用分离的氮气喷嘴He气最小最为30%(体积分数)的条件下得到的。研究还发现Co:气体的体积分数为5%一10%时,可降低咬边并减少甚至消除飞溅。这种方式没有消除氧化膜.但相当程度地减少了气孔。
2) Nd: YAG激光复合焊的气体类型。在Nd: YAG激光焊时,等离子屏蔽并不是主要问翅,因此电弧的稳定性以及保护要求是决定保护气体选用的主要因素。在MIG/MAG焊中,采用红气保护可优化短路过渡和滴状过渡。体积分数为1% -5%的氧气也可改善熔滴过渡并减少飞滋。当添加氮气时.可获得更高的电流,这样可加宽焊缝表面的宽度。
(8)装配条件由于能量分布不同,激光焊和传统焊的坡口装配条件是不同的,由于激光束的受限宽度,在自动激光焊中要求焊接边缘是垂直的.因此可用激光切割边缘代替剪切边缘。在MIG/MAG焊中,在焊前通常制备V形坡口或其他角度的坡口。
激光焊接采用带钝边的45度坡口用于Co2激光和GMAW复合焊,用四道焊技术能够焊接25mm厚的焊缝。