激光焊接激光功率
发布时间:2012年08月13日|浏览次数:2948|文章来源:星鸿艺
激光焊接输入能量激光功率
激光功率是决定焊缝熔深的主要参数,激光功率同时控制着熔深和焊接速度。熔深直接与光束的功率密度有关。产生小孔效应、进行深熔焊接的前提是聚焦激光焦斑有足够高的功率密度。锯片规格一定时,熔深随功率的提高而增加,但是当激光功率过高时,熔池沸腾过于激烈.导致空洞的出现,会大大减少焊缝的有效承载面积,且焊缝过宽,不够光滑影响外观。同时,也会严重
图5一偏移量△不同时的焊缝断面组合照片


a) △=0.6mm b) △=0.45mm c) △=0.30mm
d) △=0. 15 mm e)△=0 f)△=-0.30mm
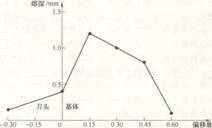
图5-23偏移量△不同时的熔深
烧损过渡层的合金元素,使过渡层热影响区晶粒粗大,呈疏松状,从而降低过渡层的物理和力学性能。即使在焊后检验中能达到所需的强度指标,但在切削过程中也会因为应力集中,裂纹由孔洞处扩展,出现明显的疲劳断裂特性。在一定的焊接功率下,有一最大板厚要求。功率越高,允许的焊接速度越快,生产率越高,激光器一次投资也越大,过高的焊接功率将会对焊接质量不利。’但功率太低,熔深浅,不能焊透,强度低;一般地,规格越小,基体越薄,所需的激光功率越小。
采用低阶模1000W功率的激光,双面焊接基体厚度为2mm的锯片时,得到了比较好的焊接效果。表5-12给出了部分规格金刚石锯片最佳焊接参数。
表5-12部分规格金刚石锯片的最佳焊接参数
|
规格尺寸/mm
|
φ105
|
φ230
|
φ300
|
φ350
|
φ400
|
φ500
|
|
墓体厚度/mm
|
1 .3
|
1 .8
|
2.0
|
2.2
|
2.8
|
3 .2
|
|
激光功率/W
|
720-800
|
800-930
|
920-1000
|
1050-1200
|
1200-1350
|
1400-1600
|
|
焊接速度/(mm/s)
|
35-50
|
20-30
|
12-18
|
12-15
|
9-12
|
7-10
|