激光焊接金刚石工具的刀头过渡材料及基体材料
激光焊接金刚石工具的刀头过渡材料及基体材料
金刚石锯片激光焊接必须有以下条件作保证:首先,要有适合银片焊接的激光 焊系统;其次,基体及刀头的过渡层材料要有较好的焊接性;最后,必须认真选择 合理的烧结工艺及焊接工艺。焊接工艺是决定焊缝强度的关键因素,优良的焊接工 艺可以减少焊缝中的气孔、孔洞和裂纹,提高焊缝组织的均匀性。本节重点介绍刀 头过渡材料和基体材料的焊接性、激光焊接工艺、焊缝组织与焊接缺陷、焊缝强度 及其检测等方面的内容。
钎焊和电阻煌一直是粉末冶金材料连接最常用的方法,但由于结合强度低,热响区宽,尤其不适合高温及高强度要求的场合,所以使粉末冶金材料的应用受到限 制。在20世纪80年代初,⑶发现,激光能很成功地焊接某些粉末冶金材料, 当条件选择得当时,结合强度较高,热影响区很窄。他还发现,激光焊接的结果对烧 结条件很敏感;吸热型气体不适合做激光焊接材料的。
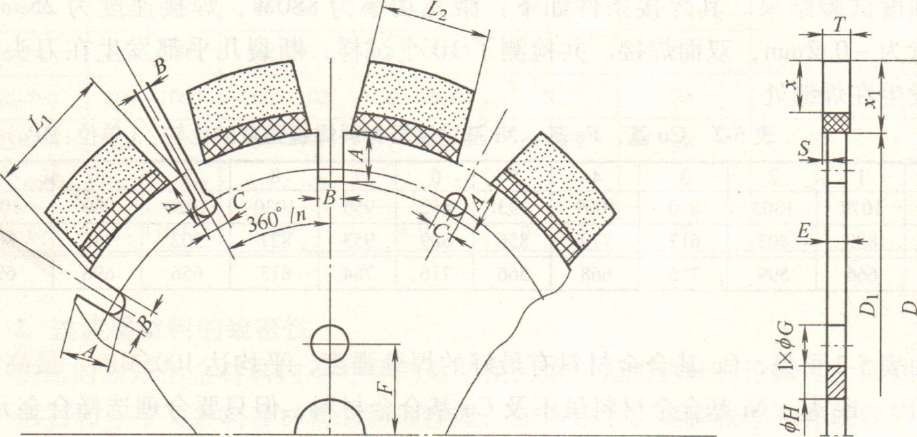
A一槽深 H一基体内孔直径 B—槽宽 L1一基体齿长 C一槽孔直径 L2一刀头长度 D—圆锯片名义直径 S—侧隙 D1一基体直径 T—刀头宽度 E一基体厚度 X 一刀头金刚石层高度厂 F一定位孔中心距巧 X1一刀头总高度 G---定位孔直径 X1-X一刀头非金刚石层高
金刚石刀头过渡层
由于高功率密度激光光斑的作用,金属将被熔化与汽化,而金刚石在这样的高 温条件下易石墨化。因此,为了保证刀头与基体材料的焊接性能,需要在基体与锯齿 间加入过渡层,过渡层厚度通常为1.5〜〗.,如图5-16所示。激光焊接时过渡层熔 化,基体和刀头结合处部分溶化,熔化后的合金液体相互融合形成焊缝,因此过渡层 性能决定焊缝性能。根据激光焊接锯片使用性能与生产工艺的要求,激光焊接刀头的 过渡层必须满足下列要求:足够高的焊缝强度,良好的煌缝质量,合理的配方组分, 最优的烧结温度。要满足锯切作业特性的要求,能承受住锯切时合理工况下各种锯切 条件的考验,同时还要兼顾到锯片生产的工艺特点和要求。