激光焊接机复合焊的原理和工艺特点(一)
激光焊接机复合焊的原理和工艺特点(一)
(1)激光焊接机复合焊的原理和次要热源的配置,众所周知,激光复合焊是焊接时,同时用激光束和另外一种热源。激光复合焊定义为激光束和电弧作用在同一区城。然而,从激光复合焊的一般定义来看,既没有限制第二热源种类,也没有定义两种热源的相对配置,在这样宽泛的定义中,可以将激光复合焊理解为激光和其他热源的任何组合。据这个定义,激光复合焊可以由所使用的热源形式以及它们的排列来分类.如图4-23所示。要强调的是主要热源激光要能使焊接能呈深熔焊形式进行。基于此,有三种主要热源:C02, YAG以及光纤激光。前两种热源已广泛地应用于实际,已经开发出了几种复合焊设备。光纤激光应用于工业还处于发展之中。然而,由于它具有优异的光束特征,可以预见,光纤激光在将来一定会成为激光复合焊的主热源。另外一种激光—高功率半导体激光由于低的聚焦性也可能被作为次要热源,它可在可利用的聚焦亮度的上限下获得深穿透效应。也可以将YAG激光与半导体激光进行复合焊。与电弧相比,虽然成本更高,但半导体激光可展现出在聚焦区域能量密度分布可控和位置可灵活调整的优点。
激光与电弧复合焊的方法包括两种,即旁轴复合焊和同轴复合焊。旁轴激光-电弧复合焊方法实现较为简单,但最大缺点是热源为非对称性,焊接质量受焊接方向影响很大,难以用于曲线或三维焊接。而激光和电弧同轴的焊接方法则可以形成一种同轴对称的复合热源,可大大提高焊接过程稳定性,并可方便地实现二维和三维焊接。目前,对旁轴复合焊的研究成果较多,而同轴复合焊的还处于研究阶段.
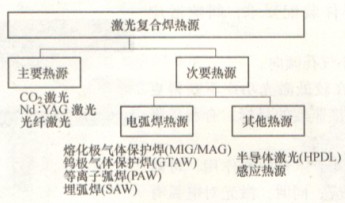
图4-23激光盆合焊按热耳的分类
现在大最使用的次要热薄仍然是电弧。它又可细分为非熔化电极的钨极气体保护焊(分别为GTAW和TIC)和采用熔化电极的气体金属电弧焊。在后一种的情况下.电弧在熔化极(焊丝)和焊件之间越烧.这样可以通过选择合适的焊丝合金成分来影晌和调整焊缝的性能。
电弧的形状强烈地受保护气体的形响,故又可分为惰性气体烽(MIG)和活性气体保护焊(MAG)。在钨极气体保护焊的悄况下.经常使用惰性气体.如妞气和氮气。这种工艺的特殊形式是等离子弧焊(PAW),由于设计的特殊焊枪而使电弧压缩.使电弧更加集中。也可以将激光和埋弧焊的复合.它是唯一的一种激光后置的复合形式。另一种有用的次要热派是感应加热,它不像电弧那样作用干表面,感应的功率作用于焊件的内层。感应层的厚度是感应倾率以及被焊材料的电胜性能的函数。该技术可用于所有导电材料的焊接。使用合适形状的感应圈和优化的参数(功率和很率).可改普焊缝性能,获得没有气孔和裂纹的无缺陷焊缝.可局部地控制激光焊的热涟场并可起到正火的作用。
激光焊接机复合焊的热源的配里.分为共同作用于一个熔池和分开作用两种。作用于同一点意味着与单一方法相比改变了局部相互作用区特征,激光·电弧复合焊就经常这样安排使用。其他热源,如半导体激光也可用这种排列。与这样的排列相反,分开作用愈味着徽光热茸哲时的和(或)所选择热源的局部分离.可以实施几种配里方案。在平行排列中.两个热茸沿粉焊道在垂直或水平方向有一距离。然而,在感应激光复合焊中在水平方向垂直于焊缝排列.沿焊道的平行移动是有代表性的,改变感应热旅与激光砚的距离可以改变冷却速率,控侧裂纹。也可采用沿焊缝方向
分开排列.主要和次要热禅相研一定距离都沿着同一焊遭移动的方式。次要热源在原理上可以前兰或后t。前t具有焊接前的顶热效应,因为被焊的材料局部预热减少了热传导的报失使得焊接效率增加。而后,有后热处理的效果可以改变焊缝的旦徽组织。
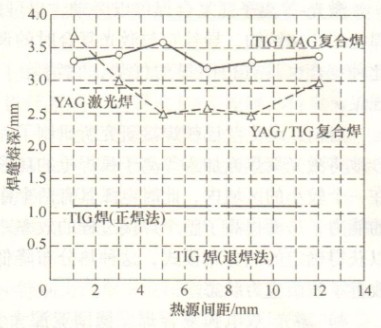
使用1.8kW Nd: YAG激光与T置C焊复合.研究了电极与傲光束的间陌距离的效应,以及激光和TIG分别前置的效应,图4-24所示为其研究结果。在TIC前置的情况下(YAC/TIC )距离为lmm时.熔深最大;间隔5-9mm时,熔深最浅。
1)激光-TIG复合焊。激光与T1G电弧进行复合是最早的一种复合焊方法,激光可以通过一定方式与,TIC电弧进行复合.此种复合焊方法主要用于薄板金属的焊接(板厚小于2mm).激光与TIG旁轴焊接时,激光在前可以除去母材金属表面的氧化物及杂质,使得钨极所受污染大大减少,延长了钨极寿命。TIC采用直流正接.与交流TIC焊接相比,能量输人、能量密度都有增加,明显地提高了焊接速度,改善了单一TIG焊接时焊接速度低、效率低的缺点。尤其是低电流、高焊速和长电弧时,激光-TIG复合热x的焊接速度可以达到激光焊的两倍,焊缝咬边也减小。也可采用激光与TIG同轴焊接,这种焊接方法无方向性,焊接过程比较稳定,焊接速度也大大增加,并且在焊接过程中,小孔直径是单一YAG激光焊方法时的1.5倍,非常有利于气体的滋出,可以显著减少焊缝中的气孔。
2)激光一MIG/MAG复合焊。这种复合焊接方法利用了填丝的优点,增加了适应性。MIG/MAG电弧的方向性要比TIC电弧强,所以电弧与激光位置之间的关系尤为重要。与激光·TIC复合焊相比,其焊接板厚更大、焊接适应性更高。弧焊工艺的加人有助于提高间隙搭桥能力,降低了单一激光焊时坡口制备的精度要求;复合焊接中电弧的能星愉人可以方便地控制冷却状态;熔敷金属的加人可以改善单一激光焊时的焊缝徽观组织,提高了焊缝的综合力学性能;激光前置时可以使起弧容易,并且在合适的规范下可以改变熔滴过渡方式,使得焊接过程更加稳定,大量地减少了单一MIG/MAG焊时的飞溅,同时也减少了焊后处理的工作量。
激光一MIG/MAG复合由于存在送丝装置,所以大多数是采用旁轴复合,但是同轴复合也可以实现。研究中发现,当电弧与激光位里完全重合时.激光能量主要用于熔化焊丝而不是形成匙孔.因此改变激光与电弧相对位置可增大熔深,并且在复合焊接时.焊接方向对接头形状会有一定程度的影响。
3)激光一等离子弧复合焊。英国的Coventry大学于1992年首先开始了激光与等离子弧复合焊技术的研究。激光与等离子弧复合焊有很多的优点,如热源的挺度好、沮度高、方向性强、电弧引姗性好等。因而,此种复合焊接方法在薄板对接、镀锌板搭接、招合金焊接及切割、表面合金化等方面的应用都有研究。
激光-等离子弧复合焊可以旁轴,也可以同轴。在旁轴焊接时,由于等离子弧 焊枪的特殊结构,导致它与激光复合时的调节余地减小。不过大量试验结果表明, 此种复合也具有很明显的优势,它消除了单一等离子弧焊接时易于出现的咬边现象。
目前,乌克兰巴顿焊接研究所研制了一种新型激光等离子弧复合焊枪,他们巧妙地将激光聚焦光加入等离子弧焊枪的环形钨极中,使激光束与等离子弧共同作用 在一个较小的区域内,此时电弧具有两个作用:①通过额外的能量输人提高激光焊 的能力,从而提高了整个焊接过程的效率;②这种激光束与等离子弧的共心作用可 以获得确定的热分布模式,这种热分布降低了冷却速度,减小了对硬度的敏感性,改善了残余应力状态。
图4-25 HYDRA复合焊设备机头
4)激光-双电弧复合焊。德国亚深大学焊接研究所(ISF)的研究人员将复合焊的理念加以拓展,开发出了一种激光与双MIG电弧的复合焊方法,称为HYDRA (Hybrid welding with Double Rapid Arc)焊接。这种焊接方法将激光与2个MIG电弧同时复合在一起,每个焊炬都可相对另一焊炬和激光束位置任意调整,2个焊炬采用独立的电源和送丝机构,如图4-25所示。
在激光作用下,双电弧吸引在一起,3个热源同时作用在同一熔池中。结果表明,与激光和单一MIG电弧复合焊相比,焊速增大了33%,热输入减小了 25%,间隙裕度可达2mm这些都远远超过了激光与单一电弧复合焊,并且这种焊接设备无焊接方向的限制,空间可调度较大,可以更好地实现自动化激光焊接。