激光焊接机焊缝微观组织分析?
激光焊接机焊缝微观组织分析?
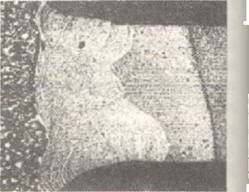
图5-27焊缝断面照片(x50)
激光焊接机焊接完成需要对焊缝进行检测和分析,以步改善焊接工艺,保正焊接成品满足要求。焊缝的检测主要有外观检测、强度检测和微观检测等。外观检测观察焊缝表面是否有孔洞、裂纹、咬边、未焊透等明显缺陷;强度检测是根据零件的工作状态分别进行拉伸、弯曲、硬度、冲击等试验;微观检测采用金相分析来研究焊缝的成形、微观 组织、测试得接区的显微硬度分布等。
激光焊接机焊缝组织由焊缝成分和冷却速度等因素决定。激光焊时,焊缝成分的不均均性决定了其组织有不均匀性,极快的冷却会使组织细化,有助于提高焊缝性能。 图5-27所示为激光双面焊接金刚石锯片的 焊缝断面金相照片,自左至右存在几个区域:刀头基质、熔化区、热影响区、基体物质区。图5-28为刀头基质与熔化区交界处的扫描电镜(SEM)照片。由于激光深熔焊的冷却速度快,熔化区内为细密的 枝晶组织,热影响区内存在淬火马氏体组织。此外,在刀头基质与熔化区之间,存 在一个约10um厚的窄带。
为进一步研究焊缝组织,采用能谱分析(EPMA)测定了不同区域内Co和Fe的浓度,结果如图5-29所示。由图5-29可见,在熔化区内,Co和F1e的浓度分布相当均匀;而在窄带内,从刀尖侧到溶化区侧,Co浓度急剧下降,Fe浓度急剧上升。这寻由于在激光煤溶池内,存在着由表面张力梯度驱动的对流流动,且流动速度很快(远大于焊接速度),所以Co和Fe能得以混合均匀;而在刀尖基质与熔化区的交界面上则存在一个熔池流动边界层,流动速度很慢,在该层内质量传递主要是通过扩散来实现的,所以Co和Fe的浓度梯度很大。窄带就是这个熔池流动边界层固化的结果。
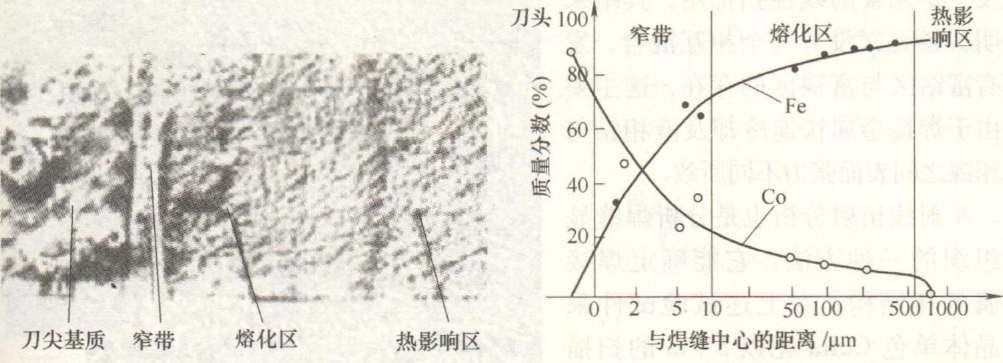
图5-28刀尖基质、熔化区和热影响区的SEM照片 图5-29不同区域内Co和Fe的浓度变化
图5-30~图5-33是用SEM扫描电子显微镜获得的试件各部位的显微结构。图5-30所示为刀头的显微组织结构,有约10%的气孔,平均气孔尺寸为0.9um。图5-31所示为基体的显微组织结构,这里是回火马氏体结构,并含有未熔化的碳,其尺寸约为0.8um。图5-32所示为热影响区(HAZ)的显微组织结构。由于较快的冷却速率,并且有很高的碳含量(质量分数为0.36%),显示为板条状马氏体组织,
条距为0.43um图5-33a所示为焊缝的宏观与徽观组织,宏观组织分成白色区与黑色区。为分析其显微组织,对其成分进行了测定。白色为8OFe-lONi-10Co,黑区为56Fe-22Ni-22Co。根据三元相图,8OFe-1ONi-1OC0组分具有面心立方结构(FCC)与体心立方结构(BCC)混合组织,56Fe-22Ni-22Co则是面心立方结构(FCC)。图5-33b显示奥氏体面心立方结构的原因是含有大量Ni所致,保持到室温时的凝固组
织。另一方面快速冷却和一定数量Ni的存在,改善其淬透率,使图5-33c具有芯片马氏体。焊接金属中奥氏体占30%.孪晶片状马氏体约为70%.
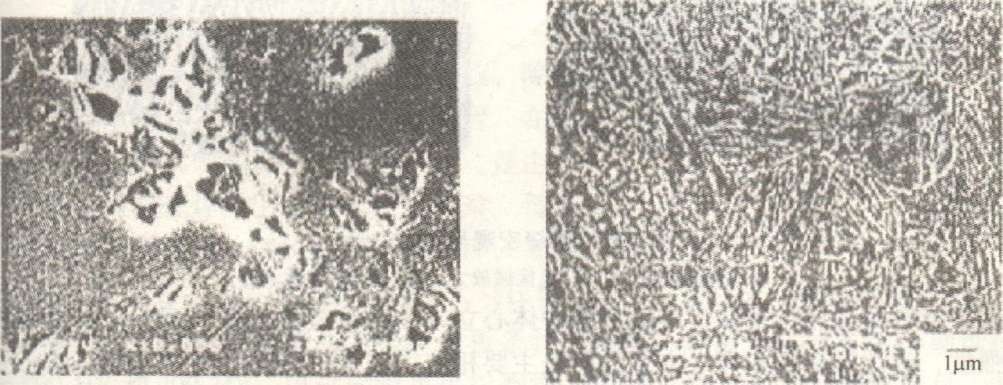
图5-30 加刀头显微组织 图5-31 基体显微组织结构
图5-34所示为扫描电子显微镜成像及主要元素的线性扫描图。其结果表明,各元素没有完全相互混合,发现有富钴区与富镍区的存在,这主要是由于焊接金属快速冷却及液相钴与 液相镇之间表面张力不同所致。
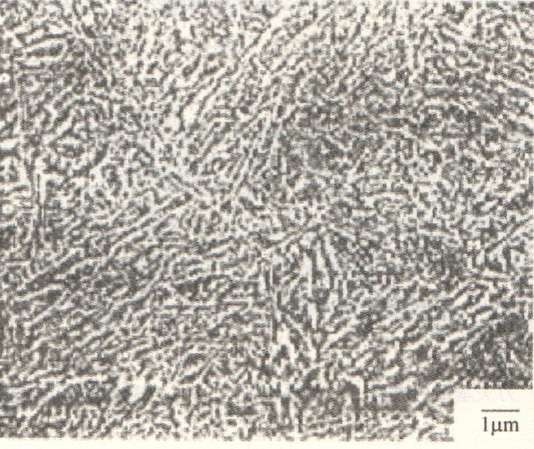
图5-32热影响区显微组织结构
X射线衍射分析也是分析焊缝显微组织的一种方法,它能确定焊接金属的相结构。对上述试验试件采用晶体单色CuKa靶以5°/m的扫描率进行X射线衍射分析,图5-35显示了其相结构。结果表明,在焊接
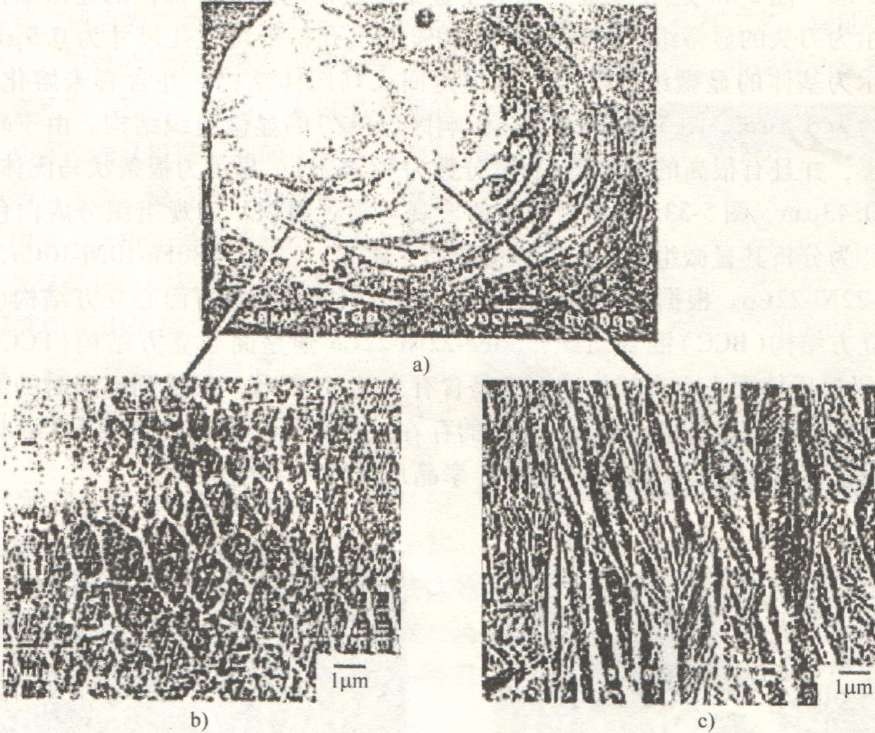
图5-33焊缝宏观与徽观组织
a)焊缝组织 b)白色区域放大 c)黑色区域放大
激光焊接机金属中没有发生相位转变。焊接金属中体心立方晶格峰值强度高于面心立方晶格峰值强度,故焊接金属中体心立方晶格是主要相位。这是由于面心立方晶格与体心立方晶格差值所致。根据上述分析.焊接金属中主要相是孪品状马式体。
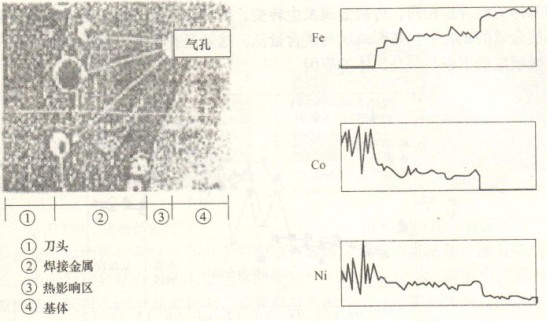
图5-34扫描电子显微镜成像及主要元素的线性扫描图
星鸿艺激光焊接机产品介绍:http://www.xhygw.com/goods/alllist_2.html 咨询电话:0755-23002029